

5 min read
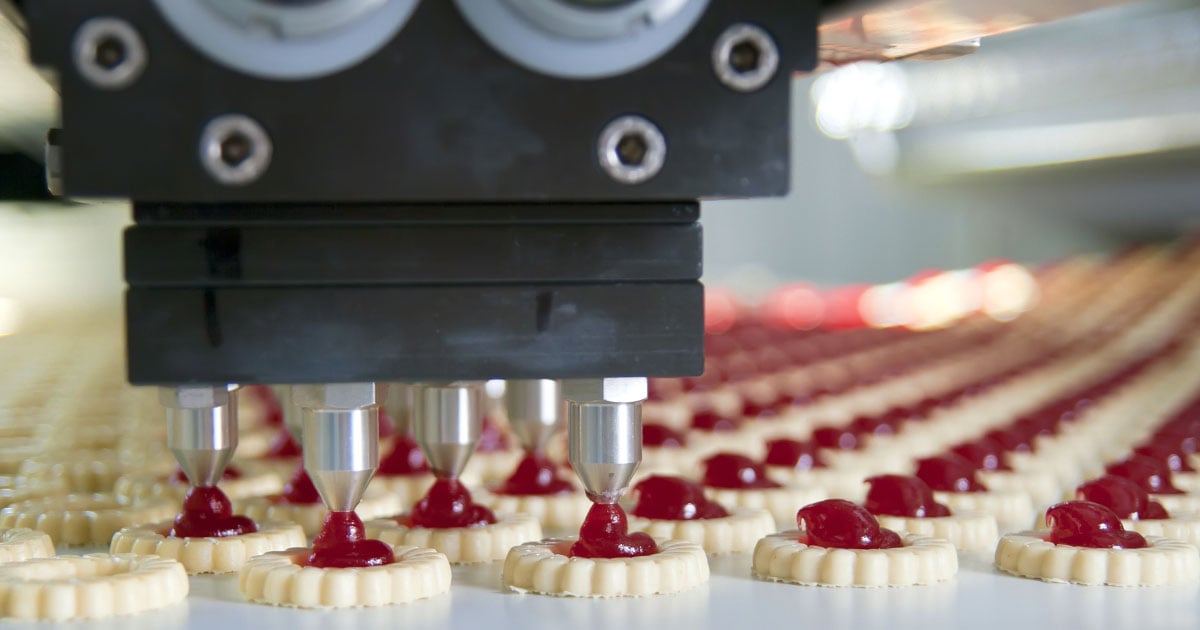
How Conveyor Roller Bearings Improve Food & Pharmaceutical Sanitation
Conveyor systems usually get attention only when something stops moving. But in food processing, packaging, and pharmaceutical production, a failed conveyor roller bearing can quickly become more than a maintenance issue. It can affect sanitation,...
Read More